 Color Code:
Color Code: TAN

Amera-Graf is a medium alloy 1.45 carbon oil-hardening tool steel. In its annealed condition, about one-third of the carbon is present as graphitic carbon. The remainder is present as combined carbon in the form of carbides. In this condition, Amera-Graf is the most readily machinable of the oil hardening tool grades.
Typical Analysis
- Carbon 1.45
- Silicon 1.25
- Manganese 1.0
- Molybdenum .25
Characteristics
- Machinability When properly annealed to Brinell 212 max., Amera-Graf has a machinability rating of 125 – as compared with a 1% carbon tool steel rated at 100.
- Dimensional stability When oil-quenched from proper hardening temperature, this grade normally expands .0015 in./in. plus.
- Critical Points Critical point ranges obtained by dilatometer test when heating and cooling at a rate of 400°F/hour:
Heating – Ac range 1400° to 1420°F
Cooling – Ar range 1340° to 1280°F
- Decarburization Decarburizes more rapidly than other tool steels when heated for forging, annealing, or hardening. This is due to the high silicon and molybdenum content. Care should be taken when heating Amera-Graf to protect it from decarburization. Preheating can be very helpful, as it shortens exposure to high temperature. Use controlled-atmosphere annealing furnace if available. If not available, pack-anneal with inert material in a sealed container.
Features And Advantages
- Excellent machinability
- Good wear resistance
Applications
Forming, shaping, and drawing dies. Suitable for a great variety of cold-work dies calling for physical properties, wear resistance, and edge holding similar to standard oil hardening tool steels like Type 01. Non-galling, self-lubricating characteristics of Amera-Graf make it well suited for dies subject to galling and seizing.
General Instructions
- Forging Preheat Amera-Graf at approx. 1300°F before uniformly heating to a forging temperature of 2000°F. Stop forging at 1700°F. Reheat if necessary. Bury in insulating material immediately after forging.
Heat Treatment
- Forging 2000°F max., stop at 1700°F, cool slowly
- Normalizing Do not normalize
- Annealing 1425°–1450°F, furnace-cool to 1000°F, hold 1 hour per inch of greatest cross section. Air cool. Brinell 212 max.
- Preheating 1250°F prior to hardening
- Hardening 1450°–1500°F, oil-quench to 150°F
- Tempering 300°– 400°F, resulting hardness Rockwell C 61–62
- Annealing Heat Amera-Graf uniformly to a temperature range of 1425°–1450°F. Then cool slowly in the furnace to 1000°F and hold at this temperature approximately 1 hour per inch of greatest cross section. Cool in air. The resulting hardness will be Brinell 217 max.
- Hardening Preheat Amera-Graf thoroughly at approximately 1250°F, and then heat to the hardening temperature of 1450°–1500°F. For small sections, the lower part of the hardening range should be used; larger sections require higher temperatures. All sections should be equalized at the hardening temperature for 1 hour per inch of greatest cross section before quenching in oil to 150°F. Temper immediately.
- Tempering For the majority of tooling work, tempering at 300°–400°F is satisfactory. This will result in a hardness of approximately Rockwell C 61/62. Heat the tools to tempering temperature and hold for approximately 2 hours per inch of greatest cross section.
Resulting Rockwell C hardness obtained from samples oil-quenched from 1475°F and tempered at various temperatures:
| Tempering Temperature (°F) | Rockwell C |
|---|---|
| As Quenched | 65 |
| 300° | 62 |
| 400° | 61 |
| 500° | 60 |
| 600° | 58 |
| 700° | 54 |
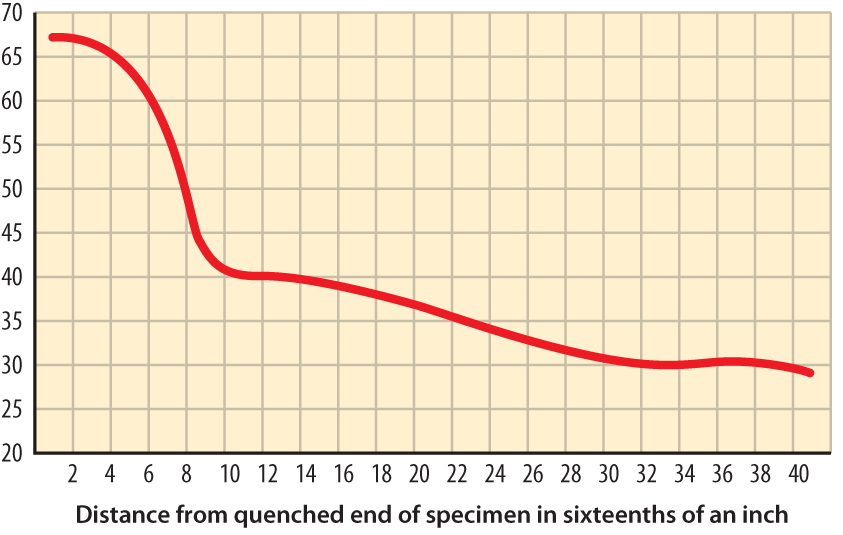
Jominy Hardenability Curve
Flats & Squares Decarb-Free Plus .015/.035
| 1/2 | 5/8 | 3/4 | 7/8 | 1 |
|---|---|---|---|---|
| x 1 | x 1 | x 3/4 | x 2-3/4 | x 1 |
| x 1-1/2 | x 1-1/2 | x 1 | x 3-1/2 | x 1-1/4 |
| x 2 | x 2 | x 1-1/2 | x 1-1/2 | |
| x 2-1/2 | x 3 | x 2 | x 2 | |
| x 3 | x 3-1/2 | x 2-1/2 | x 2-1/2 | |
| x 3-1/2 | x 4 | x 3 | x 3 | |
| x 4 | x 6 | x 3-1/2 | x 3-1/2 | |
| x 5 | x 4 | x 4 | ||
| x 6 | x 5 | x 4-1/2 | ||
| x 6 | x 5 | |||
| x 8 | x 6 | |||
| x 8 | ||||
| x 10 | ||||
| 1-1/8 | 1-1/4 | 1-3/8 | 1-1/2 | 1-3/4 |
| x 1-1/2 | x 1-1/4 | x 2 | x 1-1/2 | x 1-3/4 |
| x 2 | x 1-1/2 | x 1-1/2 | x 2 | x 2 |
| x 2-1/2 | x 1-3/4 | x 3 | x 2-1/2 | x 2-1/2 |
| x 3 | x 2 | x 4 | x 3 | x 3 |
| x 3-1/2 | x 2-1/4 | x 5 | x 3-1/2 | x 3-1/2 |
| x 5 | x 2-1/2 | x 4 | x 4 | |
| x 6 | x 3 | x 4-1/2 | x 5 | |
| x 3-1/2 | x 5 | x 6 | ||
| x 4 | x 6 | |||
| x 4-1/2 | x 7 | |||
| x 5 | x 8 | |||
| x 6 | ||||
| x 8 | ||||
| 2 | 2-1/4 | 2-1/2 | 3 | 3-1/2 |
| x 2 | x 2-1/2 | x 2-1/2 | x 3 | x 3-1/2 |
| x 2-1/2 | x 3 | x 3 | x 3-1/2 | x 4-1/2 |
| x 3 | x 4 | x 3-1/2 | x 4 | |
| x 3-1/2 | x 4 | x 4-1/2 | ||
| x 4 | x 4-1/2 | x 5 | ||
| x 4-1/2 | x 5 | x 6 | ||
| x 5 | x 6 | x 8 | ||
| x 6 | x 7 | |||
| x 8 | ||||
| 4 | 5 | 6 | ||
| x 4 | x 5 | x 6 | ||
| x 5 | x 6 | x 8 | ||
| x 8 | x 10 | |||
ROUNDS: Lengths precut to any size desired, or 10’–12’ R/L lengths. FLATS & SQUARES: Standard 8’–10’ R/L lengths. Wider widths and non-standards available upon request. Prompt forging service available.
Not sure what you are looking for? Contact Ameralloy Steel an ISO 9001 certified supplier that specializes in finding hard-to-find Stainless and Alloys. Along with our proprietary grades Amera-Braze, Durelloy, and Dura-Krome. Our knowledgeable sales team will help you find what you are looking for. With many shapes, sizes, and material grades available, we can help you find what you are looking for. The most common items stocked are Tube, Pipe, Sheet, Plate, Hex bar, Square bar, Round bar, Threaded bar, Pump Shaft, and Millimeter sizes. We offer added fabrication services. Contact us now for the current price and delivery.